
高密度聚氨酯管托系由异氰酸盐与聚醚为主,再加上发泡剂、触媒和防火剂,经高速搅拌混合反应生成的具有塑胶、橡胶和软木特性的发泡聚合体。泡体是由成千上万极微小均匀的独立细胞组成,成立体蜂窝式的结构。其密度高、热传导率低、吸水率低,质地优于木材。在国内及欧美用于石油化工基地、液化气厂、冷冻库及空调系统之管托、管座、支吊架等。
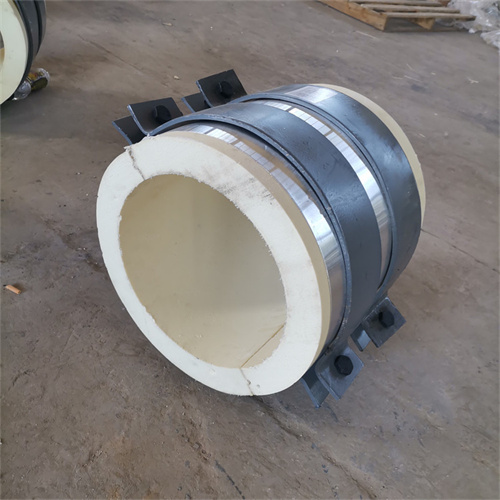
PIR高密度聚氨酯管托经销处定做、安装时注意事项:当保冷层厚度大于80毫米,保温层厚度大于 100毫米时,应分成两层或者多层定做、施工,而且各层的厚度宜接近。保冷设备或管道上吊耳、裙座、仪表管座、支座、吊架、支架的附件,必须进行保冷,其保冷层长度不得小于保冷层厚度的四倍或敷设垫木处。
管道焊接
(1)、管道对接焊接型形式:采用全手工氩弧焊打底,焊丝采用J507,φ3.2mm或φ4mm;
(3)、施焊人员必须持有与施焊对应的上岗证,且在有效期内。
(4)、焊接时应确保起弧与收弧处质量,收弧应将弧坑填满,多层焊层间接头应相互错开,待上一层焊缝温度低于60℃时方可焊下一层焊缝。
(5)、焊缝正式焊接起焊点,必须选在两定位点焊之间,严禁在定位点处起焊。
(6)、管道焊接完毕后焊缝必须进行外观检查,将渣皮,飞溅物清理干净,表面不得有裂纹,气孔、夹渣、熔合性飞溅物等,余高,凹陷、错边等要符合规定,咬边深度不得大于0.5mm, 长度不得大于焊缝全长10%,焊缝余度不得超过3mm。

(7)、管道对接焊缝要进行X光照相抽查,主蒸汽管道焊口采用拍片模式。
(8)、当抽样检验发现需要返修的焊缝缺陷时,除返修该焊缝外,还应按下列规定进一步检查:每出现一道不合格焊缝应再栓验两道该焊工所焊的同一批焊缝,当这两道焊缝均合格时,应认为检验所代表的这一批焊缝合格。
(9)、蒸汽管道安装完毕,经无损探伤合格后,方可进行试压。
(10)、管道焊缝须及时作检查记录,并画出焊缝布置单线图,对焊缝进行编号,要求说明各规格管道的焊缝总数,探伤抽查比列,实抽数量等。PIR高密度聚氨酯管托经销处













